
Material for Additive Extrusion
Additive Extrusion with thermoplastics
Additive Extrusion is a process in which a thermoplastic material or a semi-finished product is continuously conveyed, melted and deposited along a tool path to form a structure. To enhance the structural performance the integration of continuous fiber reinforcements to increase stiffness and strength as well as the insertion of functionalized elements for sensory or electrical purposes are of particular interest.
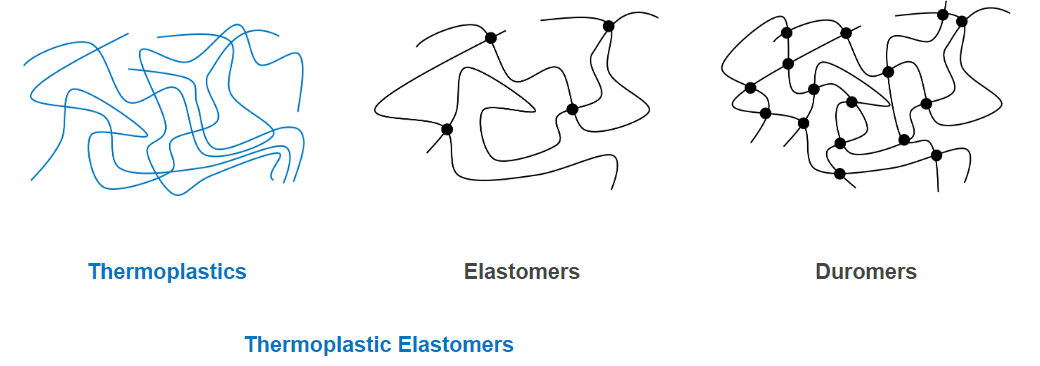
During an Additive Extrusion process a material has to change from solid to liquid back to solid multiple times. Therefore only meltable polymers like thermoplastics and thermoplastic elastomers can be processed.
Overview of meltable polymers usable for Additive Extrusion processes.
Source: DLR, own illustration.
Thermoplastic Polymers
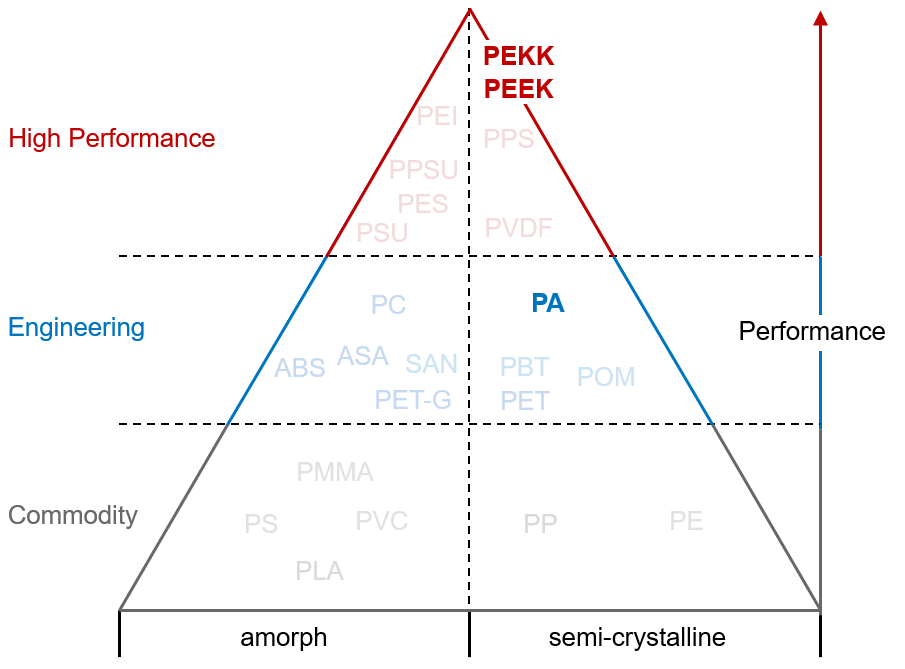
In the area of thermoplastics a variety of different polymers are available, that can be divided in semi-crystalline and amorph types. Based on their overall performance those polymers can be labeled as commodity, engineering or high performance thermoplastics.
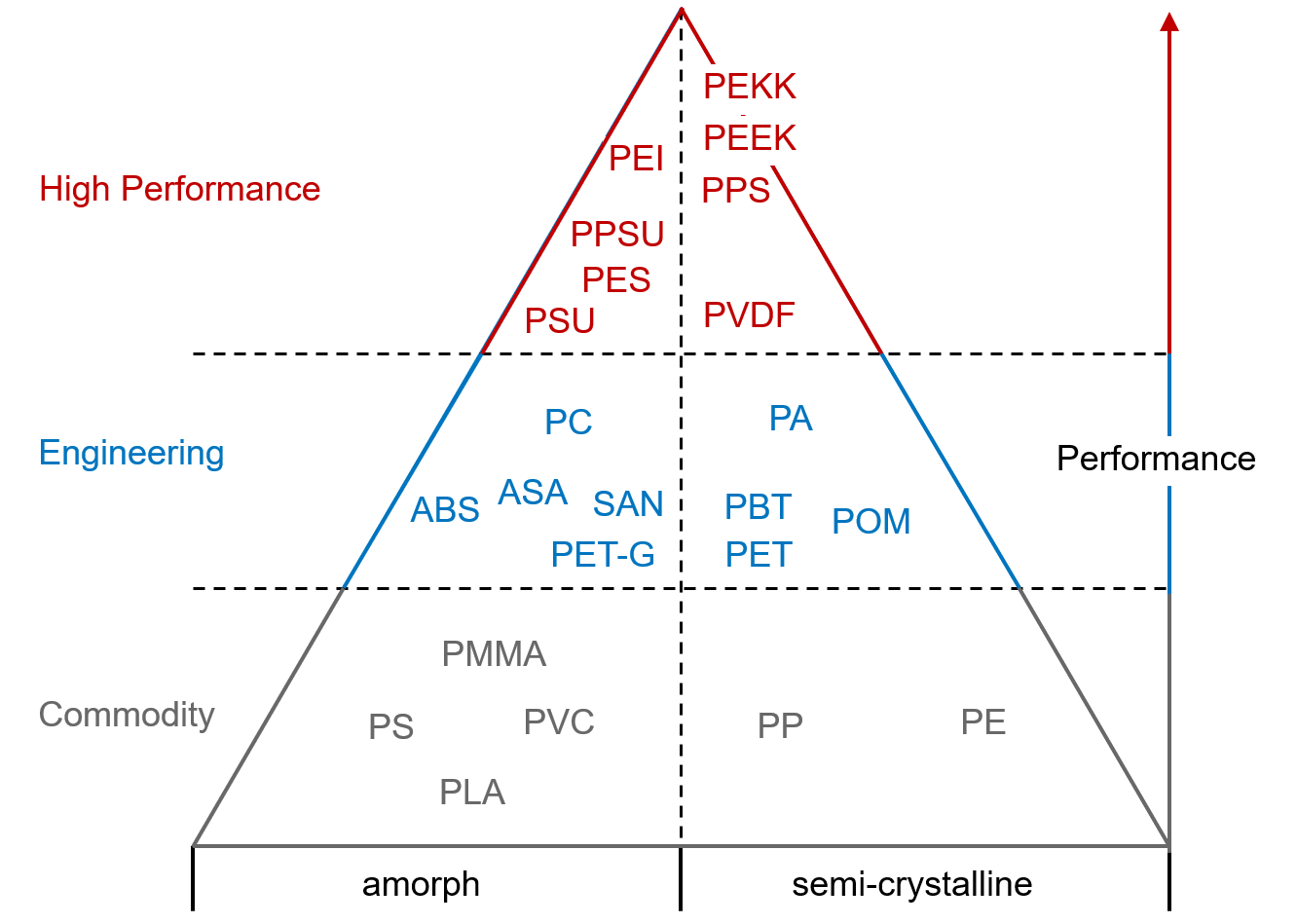
Overview of available polymers in the area of thermoplastics.
Source: Own illustration.
The material properties of a raw polymers can be adjusted by mixing with reinforcing fillers (composites), mixing with other polymer types (blends) or mixing with further special additives. Thus the overall performance can be enhanced and materials can be customized to meet specific requirements. For this reason, hundreds of different thermoplastic polymer grades are available for almost every kind of special application.
Feedstocks for Additive Extrusion
Depending on the extrusion unit different types of feedstock can be processed. Currently, filament is the most common feedstock type for additive extrusion. However, some processes, especially for large scale additive manufacturing, also run with granules.
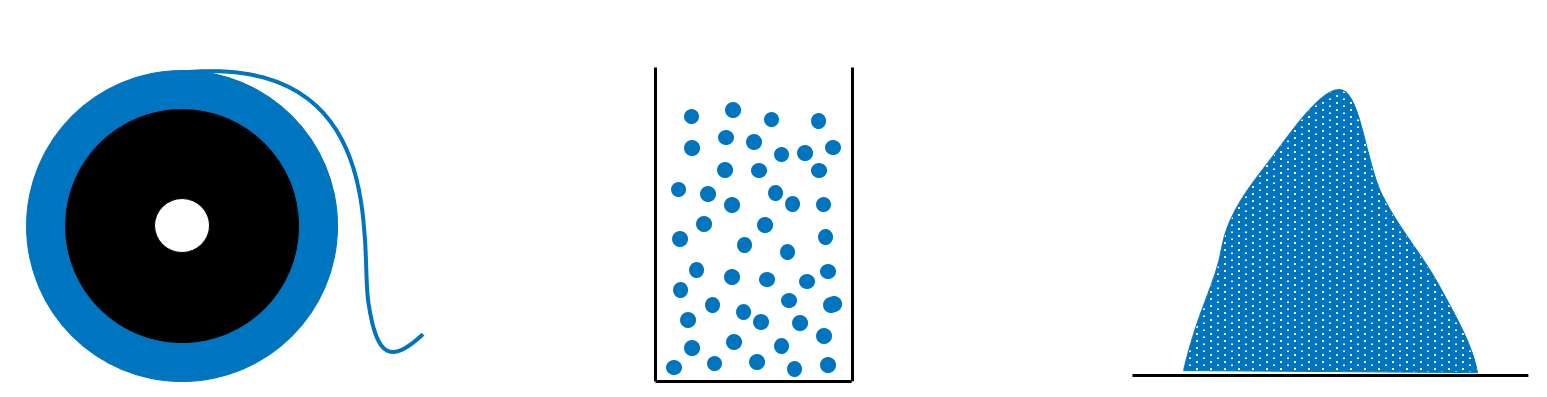
Filament Granules Powders
Different types of processible feedstock for an Additive Extrusion process.
Source: DLR, own illustration.
A lot of thermoplastic polymers are already available as filaments for Additive Extrusion:
- PLA, PET(-G), ABS and ASA are the most common polymers, due to their good printability (low warpage, rather low extrusion temperatures, rather good bed adhesion, no need for a heated build chamber)
- Well known polymers like PA, PP, PC that are frequently used in other plastic manufactruing processes are also available but harder to print
- Different high performance polymers can be used for professional applications but are more expensive and require advanced printing systems in most cases
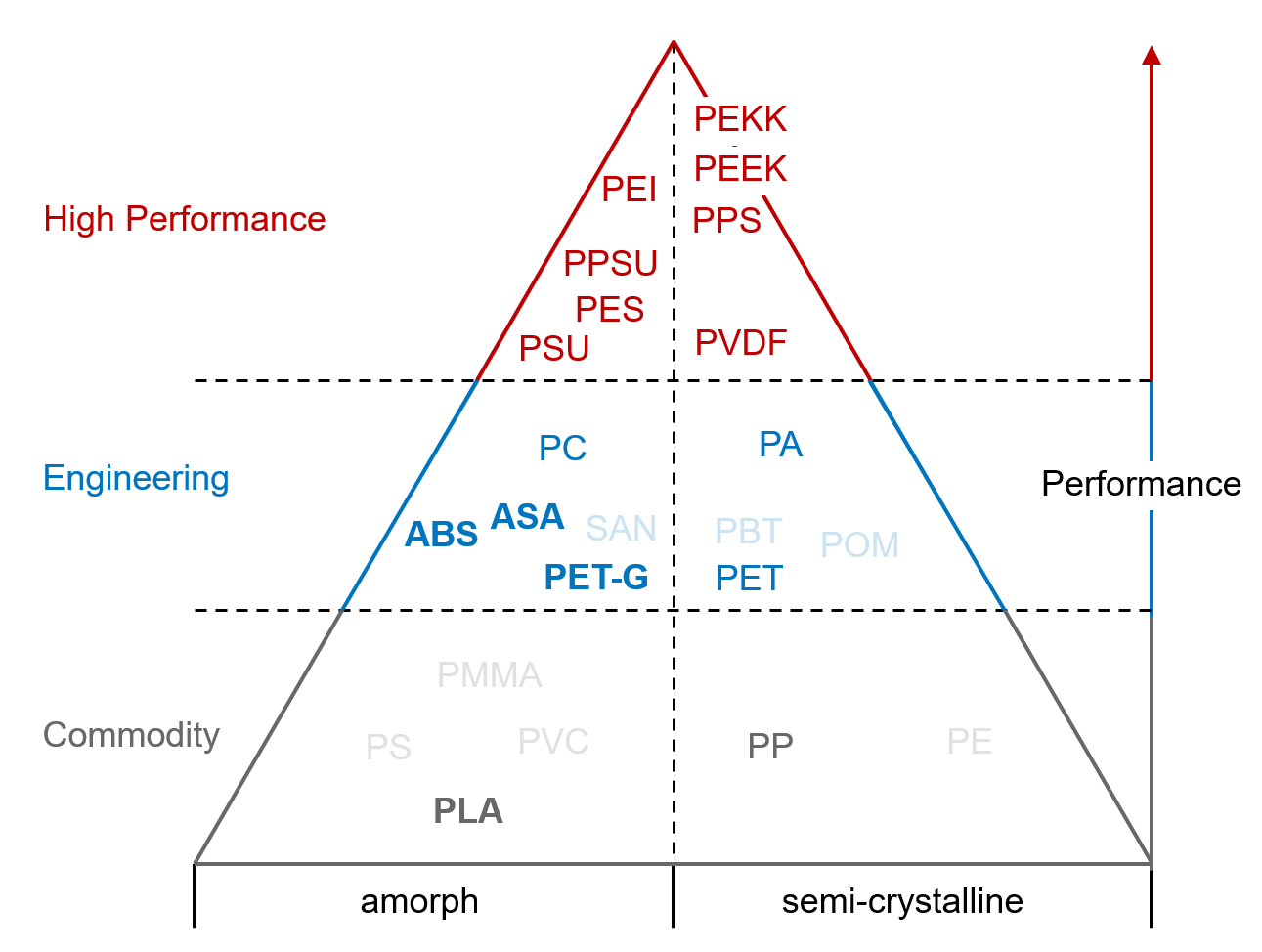
Overview of thermoplastic polymers available as filaments for Additive Extrusion.
Source: DLR, own illustration.
Mechanical Properties of Filament Feedstocks
The following figure intends to give an overview on the mechanical performance of neat filament feedstock as well as glass fiber (GF) and carbon fiber (CF) filled filament feedstocks that are currently available on the market. The mechanical properties were measured on specimens that were printed flat on the print bed with 100% ± 45° infill.
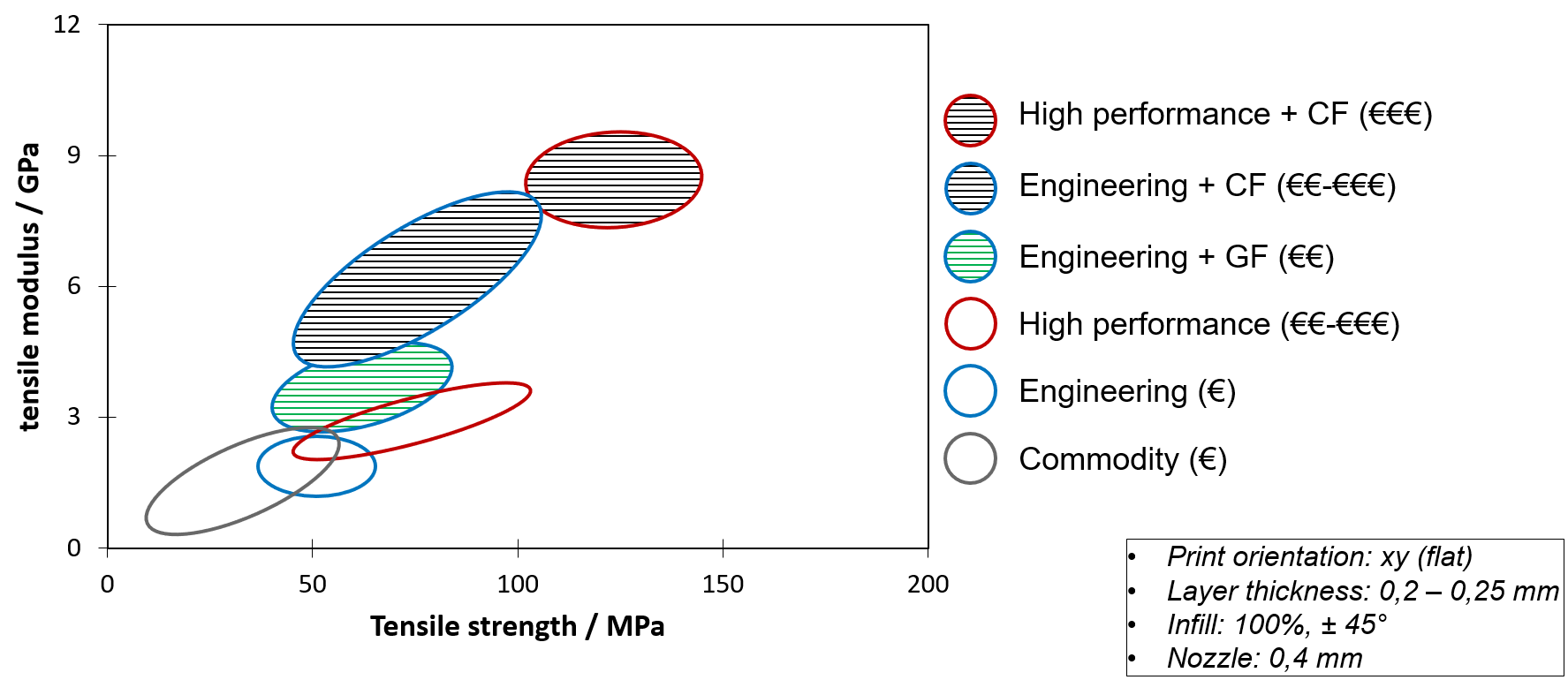
Overview of the mechanical performance of neat filament feedstocks.
Source: DLR, own illustration.
Development of optimized materials for Additive Extrusion
Most of the available thermoplastic grades have been developed for conventional processing technologies like injection molding and are not optimized for Additive Extrusion technologies. Therefore over the years often only pure, unmodified polymers are used for filament production. For a lot of polymers (especially semi-crystalline types) this results in filaments with bad printability and consequently bad performance of printed components. Furthermore in this case, one of the key strengths of polymer material systems, which is the possibility to tailor the material properties according to specific requirements, can not be exploited.
Thus in order to realize the full potential of Additive Extrusion, the development of polymer grades specifically designed for Additive Extrusion processesing is necessary. Some properties that have to be considered during the development are mentioned below:
- Shrinkage
- Layer adhesion
- Processing temperature
- Viscosity
- Melting/crystallization behaviour
At the moment more and more of those optimized polymer grades, specifically developed for Additive Extrusion become available on the market with some of those grades having additional funtionalities like increased electrical conductivity or increased flame or wear resistance.
Also short fibers (chopped carbon or glass fibers) are frequently used as fillers with volume contents in some cases above 30 vol%. Short fibers present very important fillers for Additive extrusion materials for multiple reasons:
- Increase thermal conductivity --> improved layer bonding
- Reduce thermal shrinkage --> reduced warpage
- Reinforce the polymer --> improved overall mechanical performance
Additive Extrusion with continous fiber reinforcement
In most of the applications where Additive Extrusion is currently applied, neat thermoplastic materials are used. For engeneering applications with higher requirements with regard to the mechanical performance of manufactured components, those neat thermoplastics are reinforced with short fibers. However, for structural components that carry high mechanical loads for example in leightweight constructions in aerospace, automotive or wind power industry where metal components are to be replaced, the performance of neat and short fiber reinforced thermoplasts is not sufficient.
An approach to open up such applications for Additive Extrusion, is the integration of continuous fibers in Additive Extrusion processes. The possibility to combine the extraordinary mechanical properties of continuous fibers with the the design and manufacturing freedom of Additive Extrusion, allows the alignment of continuous fibers specifically along critical load paths and thus the production of efficient leightweight constructions based on continuous fiber reinforced thermoplastics.
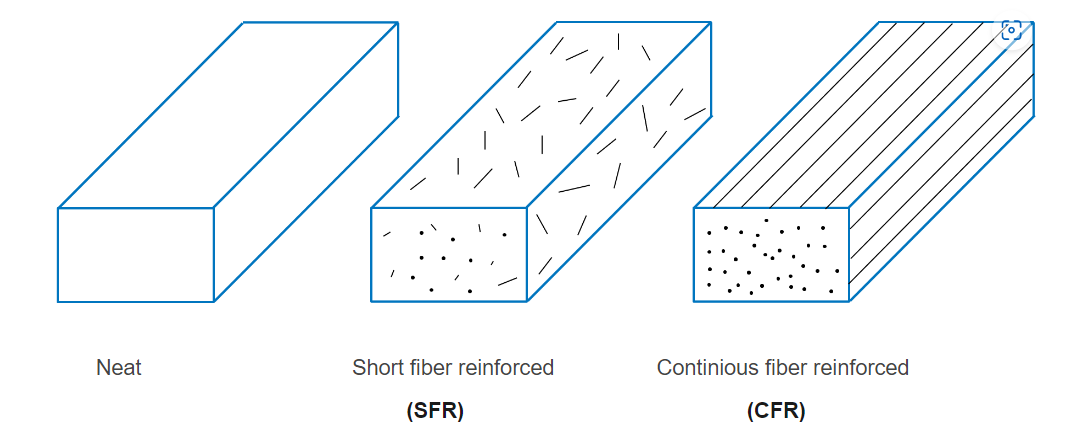
Neat and different fiber reinforced structures.
Source: DLR, own illustration.
Continuous fiber reinforced thermoplasts
Due to continuous fiber reinforcement, the mechanical performance of composites in fiber direction improves dramatically. Often duromers are used as matrix systems for the fibers because their low viscosity in the resin states simplifies the fiber impregnation. For thermoplastic matrix systems the fiber impregnation becomes more difficult as the melt viscosities are higher. Therefore continuous fiber reinforced thermoplastic materials are usually available as semi-finished products, with fibers being pre-impregnated by the thermoplastic matrix. Most common are unidirectional reinforced tapes (UD tapes) consisting of one fiber layer. The fiber matrix adhesion in those composites is optimized by specific sizing systems.
- Fiber volume content: up to ~ 70 vol%, 0° tensile strength up to 2500 MPa
- Void content: < 1 % after consolidation, 0° tensile modulus up to 150 GPa
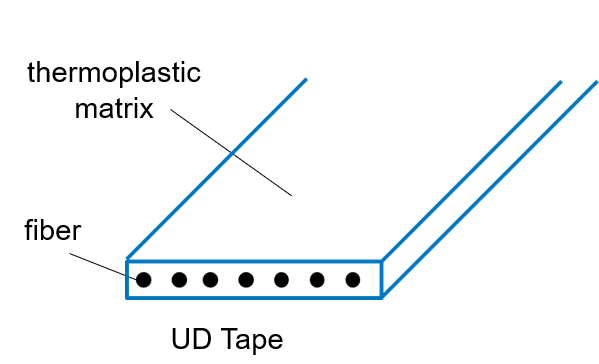
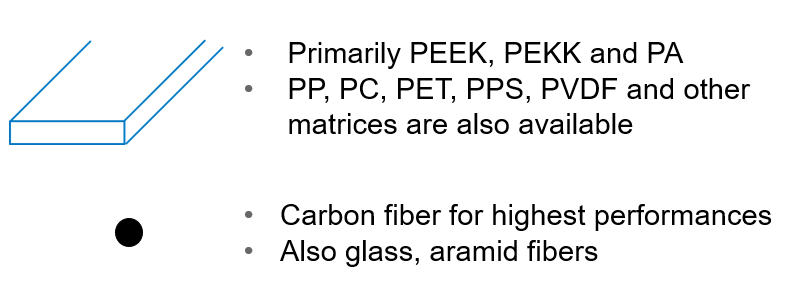
Description of a continiuous fiber reinforced thermoplast. Source: DLR, own illustration
Potential of continuous carbon fiber reinforcement for Additive Extrusion
To illustrate the potential that continuous fiber reinforcement could present for Additive Extrusion technologies, the following figure compares the basic mechanical properties of additively extruded components (including neat and short fiber reinforced materials) with those of some typical unidirectional carbon fiber reinfroced UD tapes in fiber direction (0°-direction). It is evident that continuous fiber reinforcement could extent the range of possible applications for Additive Extrusion technologies significantly.
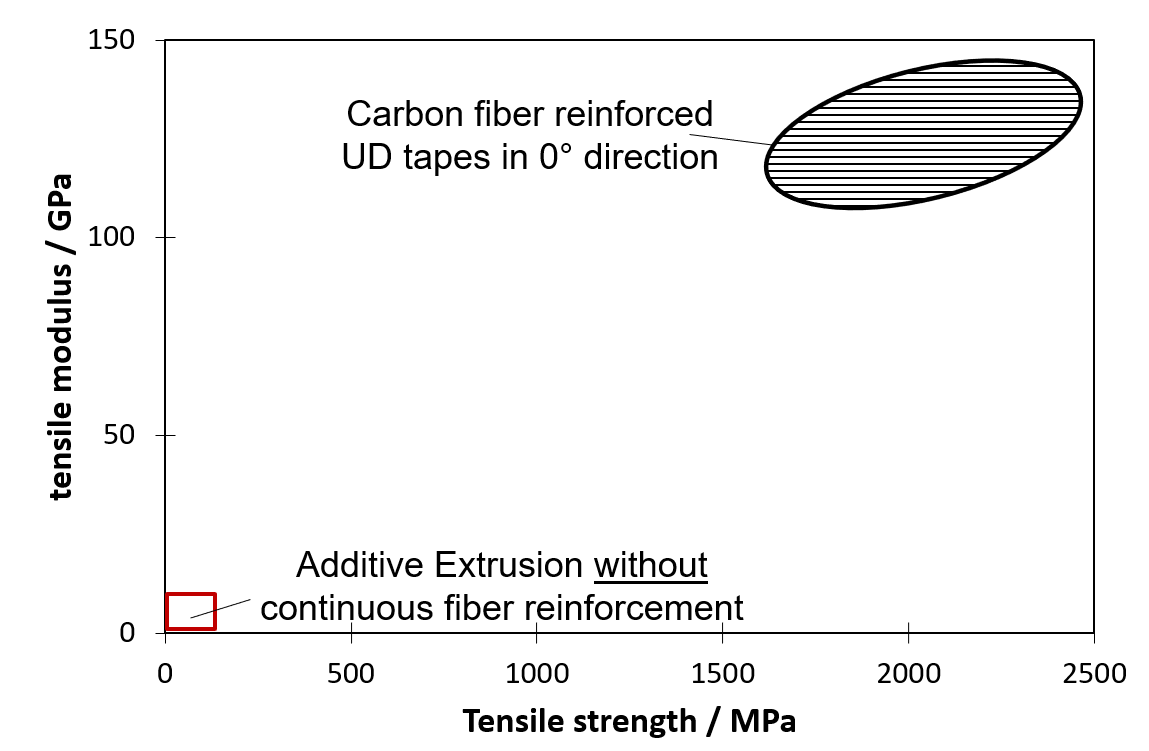
Comparison of the potential of components with and without continiuous fiber reinforcement.
Source: DLR, own illustration.
Feedstocks for Additive Extrusion with continuous fiber reinforcement
Additive Extrusion with continuous fiber reinforcement combines the mechanical performance of fibers with the processing advantages of Additive Extrusion. For this reason, most of those technologies consist of at least two extrusion/deposition units: One for conventional for "conventional" Filament Depostion Modelling (FDM) without continuous fiber reinforcement and one for the deposition of continuous fiber reinforced material. This allows to place the fibers specifically along the critical load paths while the rest of the component can be printed conventionally without unnecessary continuous fiber reinforcement to safe material costs. The depostion process for the continuous fiber reinforced material can be an FDM-like process or a tape laying process. Therefore feedstocks for Additive Extrusion with continuous fiber reinforcement can be either special UD-tapes or Continuous fiber reinforced (CFR) filaments.

Extrusion/deposition units of an Additive Extrusion technology. Source: DLR, own illustration.
While a varierty of UD tapes is commercially available, CFR-filaments are not. Currently, providers of extrusion systems that can process continuous fiber reinforced materials also offer the suitable material systems for their devices. Because extrusion technologies of different providers differ too much, material systems usually are not interchangeable from system to system. This leads to a rather limited variety of available materials in general but especially when considering only one specific extrusion technology. This limited material spectrum provides one of the key challenges in the area of Additive Extrusion with continuous fiber reinforcement.
The following figure illustrates this limited material spectrum. At the moment the polymers primarily used for CFRP-filaments are high performance grades like PEEK and PEKK as well as the well known engineering thermoplastic PA.
Overview of thermoplastic polymers available as Continuous Fiber Reinforced (CFR)-Filaments for Additive Extrusion.
Source: DLR, own illustration.
Quality Aspects of Material Microstructure
Below, basic quality aspects of composite material microstructure are discussed. These aspects have significant effect on the macroscopic mechanical properties of a printer fiber-reinforced part.
Fiber Impregnation
In fiber-reinforced composites, the polymer matrix is responsible for the load transfer to the fibers. Therefore, the single continuous fibers need to be completely coated by matrix material and well bonded together, to enable a good load transfer between fibers and matrix. This step of infiltration of dry fibers, often thousands of single continuous fibers with a diameter of approximately 4-7 micrometer are present, by polymer matrix is understood as impregnation. Not or bad impregnated fibers do not participate in load transfer and therefore, do not contribute to the mechanical performance of the composite. Thus, a sufficient impregnation is essential to achieve a high mechanical strength and stiffness. Especially for high viscous matrix materials, like thermoplastics, the impregnation is a challenging task.
Fiber-Matrix-Bonding
In addition to a good impregnation, the fiber-matrix-bonding needs to be sufficient for an effective load transfer between fiber and matrix. This means proper wetting and adhesion of the polymer matrix material to the fibers has to be ensured. Conventionally a sizing is applied to the fiber surface aiming to improve the fiber-matrix-bonding.
Fiber Volume Content
The fiber volume content significantly effects the performance of the fiber-reinforced materials, especially in fiber direction. It describes the ratio of volume the composite part filled with fibers. As more fibers are present, as stronger the mechanical properties are increased. Typical ratios for continuous fiber-reinforced composite materials are in the range of 45% to 65% depending on the application and manufacturing technology.
Fiber Distribution
The fiber distribution describes how homogeneously the single continuous fibers are distributed in the matrix material. Agglomerations of fibers and larger zones of bulk matrix should be avoided, to prevent mechanical performance reductions.
Fiber Waviness
The fiber waviness describes the degree of a fiber being wrinkled, folded, buckled, undulated or misaligned from its foreseen ideal path. This kind of effect cannot be completely prevented, especially in the area of higher fiber path curvatures. Nevertheless, the fiber waviness influences the load distribution and particularly reduces compression strength. Often it is differentiated between in-plane waviness, meaning the waviness regarding the plane of material deposition, and out-of-plane waviness, meaning the perpendicular thickness direction from the plane of material deposition.
Voids
Voids can be described as small cavity volumes inside the composite material that are not filled with matrix or fiber. These irregularities disturb the load distribution and especially affect the matrix dominated composite properties like interlaminar shear strength (ILLS) or compressive strength. Furthermore, they can be a nucleus for crack initiation under cyclic loading. The occurrence of voids cannot be completely suppressed, but the maximum allowable void volume content is often restricted based on the application and industrial sector.
Layer Bonding
Layer bonding describes the adhesion properties at the interface of a strand deposited to a previously laid one. Thus, this somehow describes the transition from microstructural properties to macrostructural properties. Only if sufficient adhesion can be ensured, an even load distribution between the deposited strands is possible. The layer bonding is strongly affected by viscous flow and diffusion of polymeric chains.AM-CFRP processes typically create the part volume by successively adding several continuous fiber-reinforced material strands together. This means the final part geometry possibly consists of thousands deposited strands. The composite microstructure of the part highly influences the overall mechanical performance. Especially if pre-impregnated fiber products are processed, their initial material quality will have a high effect on the final part quality.